परिचय।
मैं सुबह पाँच बजे बैठा हूँ, काम कर रहा हूँ, और आप यहाँ हैं, एक पत्र आया है। कोई व्यक्ति 3डी प्रिंटर के लिए प्रिंट कार्य तैयार नहीं कर सकता। मदद मांगता है. क्या आपने समय देखा है? लैंडफिल काम नहीं करता, किस्लेसर भी, लेकिन व्यक्ति पीड़ित है, मुझे लगता है कि मुझे मदद करने दीजिए। मेरी मदद का परिणाम कृतज्ञता और एक अच्छी तरह से मुद्रित भाग था। और वैसे, मैंने एक उंगली भी नहीं उठाई, मैंने बस मॉडल को सरलीकृत में अपलोड किया और उस प्रोफ़ाइल के माध्यम से मुद्रण के लिए मॉडल तैयार किया जिसे मैंने पहले कॉन्फ़िगर किया था। लेकिन जब आप सुबह 5 बजे बैठकर काम करते हैं तो इतनी सी बात भी ध्यान भटका देती है।
कृपया ध्यान दें कि मैनुअल Simplify3D V4 के लिए प्रस्तुत किया गया है। Simplify3D V5 संस्करण XNUMX के लिए सभी प्रोफ़ाइलों का समर्थन करता है।
मैंने अपना मैनुअल लिखने का फैसला किया, क्योंकि मुझे इंटरनेट पर, खासकर रूसी में, कोई अच्छी जानकारी नहीं मिली। एक वीडियो है, लेकिन एक सहकर्मी इसे किसी तरह लंबा और खींचा हुआ समझाता है (नीचे वीडियो का लिंक)। संभवतः मैं जानकारी को पाठ के रूप में समझने का आदी हूँ। ऐसा लगता है कि यह पुराना हो गया है.

मुझसे बार-बार कार्यक्रम की सभी विशेषताओं को समझाते हुए एक अलग वीडियो रिकॉर्ड करने के लिए भी कहा गया, लेकिन मैंने एक टेक्स्ट लेख लिखने का फैसला किया। क्यों? क्योंकि यदि आप कुछ भूल गए हैं तो लेख का उपयोग करना अधिक सुविधाजनक है। मैं उदाहरण के तौर पर macOS संस्करण का उपयोग कर रहा हूँ।
[अद्यतन 29.05.2023/XNUMX/XNUMX] - मैंने एक ऑनलाइन स्कूल के हिस्से के रूप में पूरा वीडियो रिकॉर्ड किया जो एक अलग डोमेन पर चल रहा है।
मैं परिचयात्मक भाग की शुरुआत उस कारण से करना चाहता हूं जिसका मैं उपयोग करता हूं सरलीकृत 3 डी.
- प्रोग्राम का उपयोग करना बहुत आसान है।
- कोड तैयार करने की गति में कोई समान नहीं है।
- बड़े मॉडलों को अच्छी तरह से संभालता है (अन्य स्लाइसर बस पलकों के लिए जम जाते हैं)। हालाँकि, आपके कंप्यूटर की शक्ति पर्याप्त होनी चाहिए। हालांकि ये कोई खबर नहीं है. हमें यह समझना चाहिए कि हम 3डी मॉडल के साथ काम कर रहे हैं। ऐसे काम के लिए डिफॉल्ट कंप्यूटर जितना संभव हो उतना शक्तिशाली होना चाहिए।
- प्रक्रियाओं के साथ काम करने की क्षमता. लेखन के समय, एनालॉग्स के पास ऐसा कोई अवसर नहीं है। प्रक्रियाएं आपको विभिन्न परतों के लिए अलग-अलग प्रिंट विकल्प सेट करने की अनुमति देती हैं।
कार्यक्रम का शुभारंभ।
तो, चलिए शुरू करते हैं। और हम सरल शब्दों में एक प्रोफ़ाइल क्या है और एक प्रक्रिया क्या है, के बीच अंतर करना सीखकर शुरुआत करेंगे।
प्रोफ़ाइल एक मूल फ़ाइल है जिसमें मुख्य प्रिंटर सेटिंग्स शामिल हैं: कार्यक्षेत्र का आकार, उत्पत्ति, एक्सट्रूडर की संख्या, विभिन्न सामग्रियों के लिए तापमान की स्थिति, स्टार्ट-कोड, एंड-कोड, आदि। जी-कोड तैयार होने पर यह सब कॉन्फ़िगर और बदला जा सकता है, जबकि मूल सेटिंग्स प्रोफ़ाइल से खींची जाती हैं।
हालाँकि, यह प्रोफ़ाइल नहीं है जो जी-कोड तैयार करने के लिए ज़िम्मेदार है, बल्कि इस प्रोफ़ाइल को सौंपी गई प्रक्रिया या, यदि आवश्यक हो, तो कई प्रक्रियाएँ हैं। इस प्रक्रिया में, अन्य सभी प्रिंट पैरामीटर सेट किए जाते हैं: परत की ऊंचाई, समर्थन की संख्या, प्रिंट गति, आदि। यह ध्यान दिया जाना चाहिए कि प्रोफ़ाइल एक है, और इसमें असीमित संख्या में प्रक्रियाएँ हो सकती हैं। उदाहरण के लिए, यदि भाग के आधे हिस्से को 0,3 मिमी की परत ऊंचाई और आधे 0,2 मिमी के साथ प्रिंट करने की आवश्यकता है। अथवा भाग के भाग में 20% इनफिल तथा भाग में 50% होना चाहिए।
लगभग किसी भी 3डी प्रिंटर के लिए, एक प्रोफ़ाइल और प्रक्रियाएं मैन्युअल रूप से बनाई जा सकती हैं, जिस पर इस लेख में चर्चा की जाएगी। यदि आप पढ़ने में बहुत आलसी हैं या परिस्थितियाँ आपको इस लेख का अध्ययन करने के लिए समय देने की अनुमति नहीं देती हैं, तो आप तैयार प्रोफाइल के लिए dmitry@kamonichkin.ru पर अनुरोध भेज सकते हैं। बाकी सभी लोग, आगे पढ़ें।
मैं प्रोग्राम की स्थापना पर ध्यान केंद्रित नहीं करूंगा, क्योंकि यदि आप नहीं जानते कि प्रोग्राम को अपने कंप्यूटर पर कैसे स्थापित किया जाए, तो Simplify3D सीखना आपके भाग्य में नहीं है।
हम प्रोग्राम खोलते हैं और मुख्य स्क्रीन देखते हैं।

चित्र में, मैंने दिखाया कि प्रत्येक बटन का क्या अर्थ है। सीखने की प्रक्रिया को सरल बनाने के लिए, मैं हर किसी को सलाह देता हूं कि वे प्रत्येक बटन पर क्लिक करें और पहले अपना 3डी मॉडल डाउनलोड करके देखें कि यह कैसे काम करता है। 3डी मॉडल लोड करने के लिए, आपको "3डी सूची" अनुभाग में "आयात" पर क्लिक करना होगा या मॉडल को प्रोग्राम विंडो में खींचना होगा।

तुरंत क्या किया जाना चाहिए?
Simplify3D में काम करने के बाद, मैंने अन्य स्लाइसर्स में भी काम किया। लगभग हर जगह गति मिलीमीटर प्रति सेकंड में दिखाई जाती है। किसी कारण से, Simplify3D में यह पैरामीटर अन्य इकाइयों में मापा जाता है। इस बीमारी को ठीक करने के लिए आपको सेटिंग्स में जाना होगा।

आइए बाकी बटनों पर गौर करें:
इकाई प्रणाली - माप प्रणाली का चयन. दरअसल, हम चुनते हैं कि किस माप प्रणाली में इंच-इंच या मिलीमीटर-मिलीमीटर में काम करना अधिक सुविधाजनक है।
माउस स्कूल व्हील ज़ूम दिशा स्वैप करें - मॉडल के पास/दूर जाने के लिए व्हील को स्क्रॉल करने की दिशा बदलें।
मध्य माउस बटन रीसेट दृश्य - जब आप माउस का पहिया (या मध्य कुंजी) दबाते हैं, तो वर्चुअल फ़ील्ड कैमरा मानक स्थिति में वापस आ जाता है।
एप्लिकेशन स्थिति सहेजें और पुनर्स्थापित करें - प्रोग्राम से बाहर निकलने पर उसकी स्थिति को सहेजना और प्रवेश करते समय उसे पुनर्स्थापित करना;
स्टार्टअप पर अपडेट की जाँच करें - अपडेट के लिए स्वचालित जांच;
माउस/कीबोर्ड शॉर्टकट - हॉटकीज़।
आइए सेटिंग टैब पर चलते हैं:

मशीन टाइप - प्रिंटर प्रकार. पारंपरिक कार्टेशियन प्रिंटर के लिए, डिफ़ॉल्ट को छोड़ दें सर्टिशियनरोबोट, क्रमशः, डेल्टा प्रिंटर के लिए चुनें डेल्टा रोबोट.
बनाएँ खंड -मुद्रण योग्य क्षेत्र के आयाम.
मूल ओफ़्सेट -शून्य ऑफसेट. सरलीकृत 3डी आपको एंड कैप के कार्य को समायोजित करने की अनुमति देता है। पहली नज़र में, यह एक बेकार चीज़ है, लेकिन कभी-कभी यह अपनी स्थिति निर्धारित करने में समय बचा सकता है।
घर वापस आना दिशा - मकानकीदशा। दूसरे शब्दों में, अक्षों की उत्पत्ति.
फ्लिप निर्माण तालिका एक्सिस - अक्षों की दिशाओं को उलटना। यदि प्रिंटर को असेंबल करते समय स्टेपर मोटर वाइंडिंग की ध्रुवीयता उलट जाती है, तो प्रिंटर नियंत्रण बोर्ड पर कनेक्टर को दोबारा प्लग न करने के लिए, बॉक्स को चेक करके इस फ़ंक्शन का उपयोग करें।
बीच चयन शाफ़्ट is ऊर्ध्वाधर и z- अक्ष is ऊर्ध्वाधर निर्देशांक अक्षों के बाएँ या दाएँ त्रिक को चुनने में शामिल है। ये किन प्रिंटर्स के लिए किया गया, मैं अंदाज़ा भी नहीं लगा सकता, छोड़िए z- अक्ष लंबवत चूक जाना।
बिना संकेत दिए इकाई प्रणाली को सही करने के लिए स्वचालित रूप से स्केल करें - माप की इकाइयों की चयनित प्रणाली के लिए स्वचालित स्केलिंग।
आयात करने के बाद मॉडलों को केंद्र में रखें और व्यवस्थित करें - प्लेटफ़ॉर्म लोडेड मॉडल के केंद्र में स्थान।
आयातित फ़ाइल से सामान्य स्वतंत्र गणना - आयातित फ़ाइल से सामान्य स्वतंत्रता की गणना।
त्रिभुजों का केवल अगला भाग दिखाएँ (खींचते हुए) - जिन त्रिभुजों से मॉडल बनाया गया है, उनका केवल अगला भाग दिखाएँ।
जी-कोड पूर्वावलोकन गुणवत्ता - स्लाइसिंग के बाद मॉडल के पूर्वावलोकन की गुणवत्ता का चयन करें, क्रमशः उच्च - उच्च गुणवत्ता, निम्न - निम्न गुणवत्ता।
स्लाइस करने के बाद स्वचालित रूप से पूर्वावलोकन लोड करें - पूर्वावलोकन के लिए स्लाइस करने के बाद मॉडल का स्वचालित प्रदर्शन;
वर्चुअल वातावरण में बिल्ड टेबल शामिल करें - आभासी वातावरण में तालिका के प्रदर्शन को सक्षम करना।
एक्सट्रूडर रिट्रैक्शन चाल दिखाएं - पूर्वावलोकन मोड में एक्सट्रूडर की गति का प्रदर्शन चालू करें।
मशीन की गतिविधियों का पूर्वावलोकन दिखाएँ - मुद्रण के दौरान एक्सट्रूडर की गति के प्रदर्शन को सक्षम करना।
पूर्वावलोकन के दौरान टूलहेड दिखाएँ- मुद्रण के दौरान टूलबार के प्रदर्शन को सक्षम बनाता है।
वर्टेक्स बफ़र आकार (उन्नत) - मॉडल बिंदु बफ़र का आकार.
रंग सेटिंग - रंग सेटिंग्स.
डिफ़ॉल्ट मॉडल रंग - मॉडल का रंग.
चयनित मॉडल का रंग — चयनित होने पर मॉडल का रंग।
समर्थन सामग्री का रंग - रंग समर्थन.
जी-कोड की तैयारी (3डी प्रिंटर के लिए नियंत्रण कार्यक्रम)
एक प्रक्रिया बनाना और कॉन्फ़िगर करना
3डी प्रिंटर के लिए कोड तैयार करने के लिए, आपको सबसे पहले एक प्रक्रिया बनानी होगी। ऐसा करने के लिए, "प्रोफ़ाइल की सूची" ब्लॉक में जोड़ें पर क्लिक करें।

हमारे सामने प्रोफ़ाइल और प्रक्रिया सेटिंग्स का एक सेट खुलता है। यदि आपने सेटिंग्स का पूरा सेट नहीं खोला है, केवल एक भाग खोला है, तो बटन पर क्लिक करें उन्नत दिखाएँ. नहीं, बेशक आप 3D प्रिंटर का उपयोग उपयोगकर्ता मोड में कर सकते हैं, पेशेवर मोड में नहीं, लेकिन फिर आपको Simplify3D की आवश्यकता ही क्यों है? आख़िरकार, यह माइक्रोवेव नहीं है। विभिन्न पैरामीटर और सेटिंग्स भाग के अलग-अलग परिणाम और गुण दे सकते हैं।
यहां मुद्दा नोजल व्यास सेटिंग्स सेट करने का है - नोक व्यास, एक्सट्रूज़न गुणक - बाहर निकालना गुणक और पिघले हुए फिलामेंट की वास्तविक निकाली गई चौड़ाई - बाहर निकालना चौड़ाई, उनमें से प्रत्येक के लिए। एक्सट्रूडर को एक दूसरे से अलग करने के लिए, प्रत्येक को अपना स्वयं का सूचकांक डालना होगा - बाहर निकालना टूलहेड सूची. वास्तविक एक्सट्रूज़न चौड़ाई का मान सही ढंग से कैसे सेट करें (बाहर निकालना चौड़ाई) में पढ़ें अलग लेख.
रसना नियंत्रण - नोजल से प्लास्टिक के बहिर्वाह का नियंत्रण;
त्याग - प्लास्टिक की वापसी. इसे चालू और कॉन्फ़िगर किया जाना चाहिए, अन्यथा मॉडल स्नॉट के साथ होंगे, थ्रेड गलत स्थानों पर जब्त हो जाएगा जहां स्लाइसर अपेक्षा करता है और इसी तरह;
त्याग दूरी - वापसी की लंबाई. पैरामीटर कई कारकों पर निर्भर करता है, फिलामेंट के निर्माता से लेकर एक्सट्रूडर के उपकरण तक, इसलिए इसे व्यक्तिगत रूप से कॉन्फ़िगर किया गया है;
अतिरिक्त पुनरारंभ दूरी - किसी दिए गए मान पर पुनः लागू होने के बाद प्लास्टिक का अतिरिक्त बाहर निकालना;
रिट्रैक्शन वर्टिकल लिफ्ट - इसे एक प्रिंट स्थान से दूसरे स्थान पर ले जाने के लिए नोजल की ऊंचाई। मुद्रित प्लास्टिक को पिघलने से रोकने में मदद करता है;
त्याग गति - वापसी की गति;
तट at समाप्त - मुद्रण पूरा होने के बाद वापसी को सक्षम करना;
किनारे का दूरी - मुद्रण की समाप्ति के बाद वापसी की अवधि;
साफ कर लें नोक - मुद्रण की शुरुआत के दौरान, प्लेटफॉर्म के खिलाफ गर्म होने पर लीक हुए प्लास्टिक से नोजल को पोंछने में सक्षम बनाना;
साफ कर लें दूरी - इस पोंछे की लंबाई.
परत टैब

परत की स्थापना - मूल परत पैरामीटर सेटिंग्स;
प्राथमिक बाहर निकालना - एक्सट्रूडर नंबर/नाम। यदि आपके प्रिंटर में कई एक्सट्रूडर हैं, तो प्रत्येक के लिए अपने स्वयं के परत पैरामीटर सेट करना संभव है। उदाहरण के लिए, यदि आप एक ऐसा मॉडल प्रिंट कर रहे हैं जो अपने आकार में जटिल है और अतिरिक्त समर्थन की आवश्यकता है, तो आदर्श विकल्प उन्हें पीवीए (विकी) प्लास्टिक (यह पानी में घुल जाता है) के साथ एक नोजल के साथ प्रिंट करना होगा। समय बचाने के लिए बड़ा व्यास और ऊंची परत ऊंचाई के साथ;
प्राथमिक परत की ऊंचाई - परत की ऊंचाई. यह अनुमान लगाना आसान है कि परत की ऊंचाई जितनी कम होगी, साइड सतहों की गुणवत्ता उतनी ही अधिक होगी, हालांकि, 3डी मॉडल बनाने की अवधि सीधे अनुपात में बढ़ जाती है, इसलिए आपको प्रत्येक भाग के लिए एक निश्चित स्वर्णिम माध्य निर्धारित करने की आवश्यकता है। इसके आगे के उद्देश्य पर विचार करें;
चोटी ठोस परतें - भाग की ऊपरी परतों की संख्या;
तल ठोस परत - भाग की निचली परतों की संख्या;
रूपरेखा/परिधि गोले - भाग के पार्श्व भागों (दीवारों) के "गोले" की संख्या;
रूपरेखा नेतृत्व - परत की प्रिंट दिशा. दो विकल्प: इनसाइड बाहर - पहले अंदर, फिर बाहर, बाहर - इसके विपरीत, पहले बाहरी भाग, फिर भीतरी भाग। मैंने अलग-अलग दिशाओं में प्रिंट करने की कोशिश की, कोई दृश्य अंतर नहीं है, सैद्धांतिक रूप से पहला विकल्प बेहतर है, क्योंकि इसमें "होल्डिंग" के कारण बाहरी आवरण की विकृति शामिल नहीं है;
छाप द्वीपों क्रमिक रूप से बिना इष्टतमीकरण - अनुकूलन के बिना "द्वीपों" की अनुक्रमिक छपाई;
एक रूपरेखा पेंचकश मुद्रण मोड (फूलदान मोड) - इस मोड को सक्षम करने से लोड किए गए मॉडल से एक नोजल पास की दीवार की मोटाई के साथ एक "खाली बैरल" बनता है, और प्रिंट ऊर्ध्वाधर Z अक्ष के साथ निरंतर वृद्धि के साथ एक सर्पिल में आगे बढ़ता है। वेस मोड किस लिए है, आप पढ़ सकते हैं यहां.
प्रथम परत की स्थापना - पहली परत सेटिंग्स. पैरामीटर परत की नाममात्र ऊंचाई के सापेक्ष निर्धारित किए जाते हैं प्राथमिक परत ऊंचाई;
प्रथम परत ऊंचाई - पहली परत की ऊंचाई;
प्रथम परत चौड़ाई- आनुपातिक चौड़ाई. मुद्रित आकृतियों में उभरी हुई पहली परतों के रूप में एक छोटी सी विशेषता होती है। यह इस तथ्य के कारण है कि प्लेटफ़ॉर्म पर मॉडल का अच्छा आसंजन सुनिश्चित करने के लिए निचली परतों को अधिक चिकना किया जाता है। इस पैरामीटर को कम करके आप इस सुविधा से छुटकारा पा सकते हैं;
प्रथम परत गति - पहली परत की प्रिंट गति। यह पैरामीटर प्लेटफ़ॉर्म पर पहली परत के आसंजन की गुणवत्ता को भी बहुत प्रभावित करता है। यह सरल है, गति जितनी कम होगी, प्लास्टिक उतना ही बेहतर रहेगा।
प्रारंभ » -प्रारंभ बिंदु प्रिंट करें
उपयोग बिना सोचे समझे प्रारंभ अंक एसटी सब परिधि - मॉडल की परिधि से एक मनमाना प्रारंभिक बिंदु का चयन;
ऑप्टिमाइज़ करें प्रारंभ अंक एसटी सबसे तेजी से मुद्रण गति - तेज मुद्रण गति के लिए मुद्रण के शुरुआती बिंदु का इष्टतम चयन;
चुनें प्रारंभ बिन्दु निकटतम सेवा मेरे विशिष्ट स्थान - दिए गए मॉडल के निकटतम मॉडल की परिधि से प्रारंभिक बिंदु का चयन।
परिवर्धन टैब

स्कर्ट सेटिंग - स्ट्रोक लाइन का समायोजन. सीधे मुद्रण से पहले थोड़ा प्लास्टिक निचोड़ने के लिए इस लाइन की आवश्यकता होती है;
शामिल करना स्कर्ट/किनारा - आउटलाइनिंग लाइन को चालू करना;
स्कर्ट परतें - परतों की संख्या, यानी ऊंचाई;
स्कर्ट ओफ़्सेट - वह दूरी जिस पर स्कर्ट मॉडल के आधार से आगे निकलेगी;
स्कर्ट रूपरेखा - लाइनों की संख्या में स्कर्ट की चौड़ाई।
बेड़ा की स्थापना - बेड़ा सेटिंग्स;
शामिल करना बेड़ा - बेड़ा चालू करना;
बेड़ा परतें - बेड़ा ऊंचाई, परतों की संख्या द्वारा निर्धारित;
बेड़ा ओफ़्सेट - वह दूरी जिस पर बेड़ा मॉडल के आधार से आगे निकलेगा;
बेड़ा infill - बेड़ा परतों का घनत्व भरना;
अक्षम बेड़ा आधार परतों - मुख्य बेड़ा परत को रद्द करना। यह एक शाब्दिक अनुवाद है, फिर भी मुझे नहीं पता कि यहाँ क्या मतलब है।
प्राइम पिलर का प्रयोग करें - कचरा स्तंभ के निर्माण के लिए सेटिंग्स का ब्लॉक। यह आवश्यक है ताकि दूसरे एक्सट्रूडर से प्रिंट करने से पहले वह नोजल को साफ कर ले।
प्राइम पिलर एक्सट्रूडर - इंगित करता है कि कौन सा एक्सट्रूडर सफाई में शामिल है।
स्तंभ की चौड़ाई - कचरा स्तंभ के वर्ग के अनुभाग की चौड़ाई।
स्तंभ स्थान- प्लेटफ़ॉर्म पर मॉडल के सापेक्ष कचरा पोल का स्थान.
गति गुणक - कचरा कॉलम को प्रिंट करने की गति।
ओज़ शील्ड का प्रयोग करें - सिकुड़न गुणों वाले प्लास्टिक के साथ मुद्रण के लिए भाग के चारों ओर एक बाहरी आवरण।
ओज शील्ड बाहर निकालना- शेल बनाने के लिए किस एक्सट्रूडर का उपयोग करना है।
भाग से ऑफसेट शेल से मॉडल की दूरी है।
ऊज़ शील्ड रूपरेखा शेल परिधि की संख्या है.
साइडवॉल आकार - शैल प्रकार.
साइडवॉल कोण परिवर्तन वह कोण है जिस पर आपका प्रिंटर बिना किसी सामग्री के प्रिंट करता है।
गति गुणक - मुद्रण के लिए निर्दिष्ट से शेल मुद्रण गति।
इन्फिल टैब

इस टैब में, भरने की सेटिंग सेट की गई है। बशर्ते कि मॉडल को अभिन्न नहीं बनाया गया है, और यह लगभग हमेशा होता है, मॉडल की आंतरिक संरचना इसके यांत्रिक मापदंडों को निर्धारित करती है। मानक सेटिंग्स के साथ, मॉडल आमतौर पर काफी मजबूत होते हैं, यदि आपको अधिक अनुप्रस्थ कठोरता की आवश्यकता है, तो आपको इन सेटिंग्स पर ध्यान देने की आवश्यकता है।
सामान्य जानकारी - बुनियादी भरने की सेटिंग्स;
infill बाहर निकालना - एक्सट्रूडर का चयन जो भाग की आंतरिक संरचना को प्रिंट करेगा। यह उन लोगों के लिए बहुत उपयोगी सुविधा है जिनके पास दो या दो से अधिक एक्सट्रूडर वाला प्रिंटर है। यह फ़ंक्शन कब उपयोगी हो सकता है इसका एक उदाहरण सीधा है। उदाहरण के लिए, आपको महंगे लकड़ी के प्लास्टिक से एक मॉडल प्रिंट करने की आवश्यकता है, इसे बचाने के लिए, आंतरिक, अदृश्य भाग को साधारण एबीएस के साथ मुद्रित किया जा सकता है, इससे भाग की अंतिम लागत काफी कम हो जाएगी और यह मजबूत हो जाएगा;
बाहरी भरण पैटर्न — आंतरिक रेखाओं के रूप का चयन: सीधा - सीधे या गाढ़ा - एक केंद्र के साथ त्रिज्या और वृत्त;
आंतरिक भरना प्रतिशतता -आंतरिक भाग का भराव घनत्व;
रूपरेखा ओवरलैप - परिधियों पर भराई का ओवरलैपिंग। पैडिंग परिधि की चौड़ाई को उस मान से संक्रमित करेगी जो इस आइटम पर प्रतिशत के रूप में सेट है;
इन्फिल एक्सट्रूज़न चौड़ाई - भराई के दौरान सामग्री की आपूर्ति;
न्यूनतम infill लंबाई - इनफिल ग्रिड अनुभाग की न्यूनतम लंबाई;
कम्बाइन infill प्रत्येक - परतों की एक निश्चित संख्या के माध्यम से, भरने वाले ग्रिड का बिखराव;
शामिल करना ठोस डायाफ्राम प्रत्येक - परतों की एक निश्चित संख्या के बाद, अखंड परतों की छपाई को सक्षम करना। यह विकल्प 3D मॉडल की कठोरता को बढ़ा सकता है;
आंतरिक इन्फिल कोण ऑफसेट – आंतरिक भराव का कोण
बाहरी इन्फिल कोण ऑफसेट - बाहरी भराव का कोण
समर्थन टैब

जो लोग नहीं जानते हैं, उनके लिए समर्थन का तात्पर्य 3डी मॉडल के तत्वों के तहत लोड-असर संरचनाओं की छपाई से है जो हवा में निलंबित हैं। आप इस बारे में अधिक पढ़ सकते हैं कि समर्थन संरचनाएँ क्या हैं अलग लेख.
उत्पन्न करें सहायता सामग्री - समर्थन सृजन सक्षम करें;
सहायता बाहर निकालना - मुद्रण समर्थन के लिए एक्सट्रूडर का चयन। मैंने इस फ़ंक्शन की चिप का वर्णन किया है प्राथमिक एक्सट्रूडरअगर भूल गए तो ऊपर दोबारा पढ़ें;
समर्थन इन्फिल प्रतिशत - समर्थन का घनत्व. उन्हें अखंड न छापें;
अतिरिक्त मुद्रास्फीति दूरी - समर्थन के आसपास की दूरी मुक्त होगी;
आधार परत का समर्थन करें - समर्थन कराह से दूर न हो, इसके लिए आधार में परतों की संख्या निर्धारित करना आवश्यक है;
मिलाना सहायता परतें हर – सहायता लाइनों को एक साथ समूहित करें;
सघन सहायता परतें - भरी हुई परतों की संख्या का चयन करना;
सघन infill प्रतिशतता -भरी परतों का घनत्व;
समर्थन प्रकार - चुनने के लिए दो विकल्प हैं, या तो हर जगह से, या केवल तालिका से। यदि आप दूसरा विकल्प चुनते हैं, तो मॉडल के शीर्ष तल से समर्थन नहीं बनाया जाएगा। कभी-कभी यह उपयोगी होता है जब आप शिल्प के साथ मॉडल को खराब नहीं करना चाहते हैं। जांचें कि क्या मॉडल सही है.
सहायता स्तंभ संकल्प - स्तंभ का आकार जो समर्थन का कार्य करता है;
मैक्स आगे निकलना कोण - उभरे हुए तत्व का अधिकतम कोण जिसके लिए समर्थन उत्पन्न किया जाएगा।
क्षैतिज ओफ़्सेट से अंश - वह दूरी जिसके माध्यम से समर्थन की क्षैतिज शाखा संभव है;
अपर खड़ा जुदाई परतें - परतों की संख्या जिसके माध्यम से ऊपर की ओर ऊर्ध्वाधर शाखा संभव है;
लोअर खड़ा जुदाई परतें - परतों की संख्या जिसके माध्यम से नीचे से ऊर्ध्वाधर शाखा संभव है;
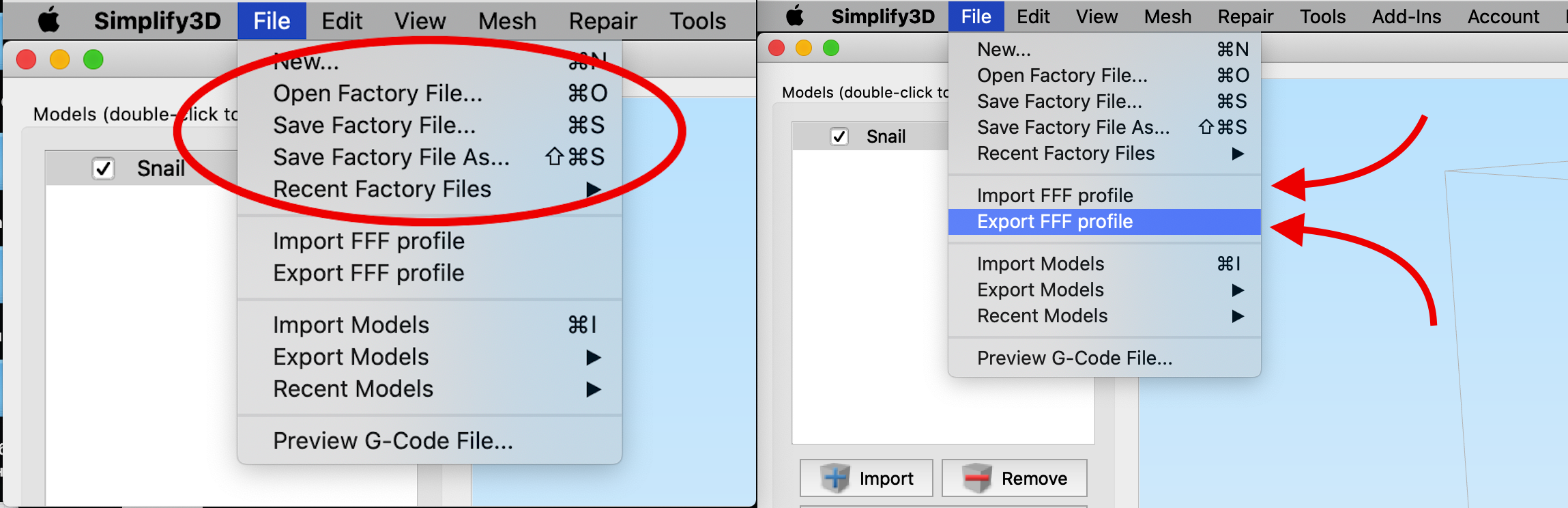
एफएफएफ प्रोफ़ाइल और फ़ैक्टरी फ़ाइल की स्थापना।
इस बिंदु पर, मुख्य बात एफएफएफ प्रोफ़ाइल और फ़ैक्टरी फ़ाइल के बीच अंतर को समझना है। दोनों सेटिंग्स का एक सेट हैं. एफएफएफ प्रोफाइल के मामले में, फ़ाइल में 3डी प्रिंटिंग पैरामीटर (नोजल व्यास, सामग्री, गुण, तापमान) का एक सेट होता है। फ़ैक्टरी फ़ाइल में 3D प्रिंटर के पैरामीटर (फ़ील्ड आकार, स्क्रिप्ट, निर्देशांक) शामिल हैं। यदि आप कार्यक्षेत्र को एक प्रिंटर से दूसरे प्रिंटर में स्थानांतरित करना चाहते हैं, तो पहले फ़ैक्टरी फ़ाइल को स्थानांतरित करें, और फिर आप प्रोफ़ाइल का उपयोग करके 3डी प्रिंटिंग सेटिंग्स को आयात और निर्यात कर सकते हैं। ऐसा करने के लिए, प्रोग्राम की शीर्ष पंक्ति पर बटनों का उपयोग करें:
Simplify3D प्रोग्राम में प्रोफ़ाइल को ठीक से कैसे सेट करें, पढ़ें अलग पोस्ट.
टैब "तापमान"।
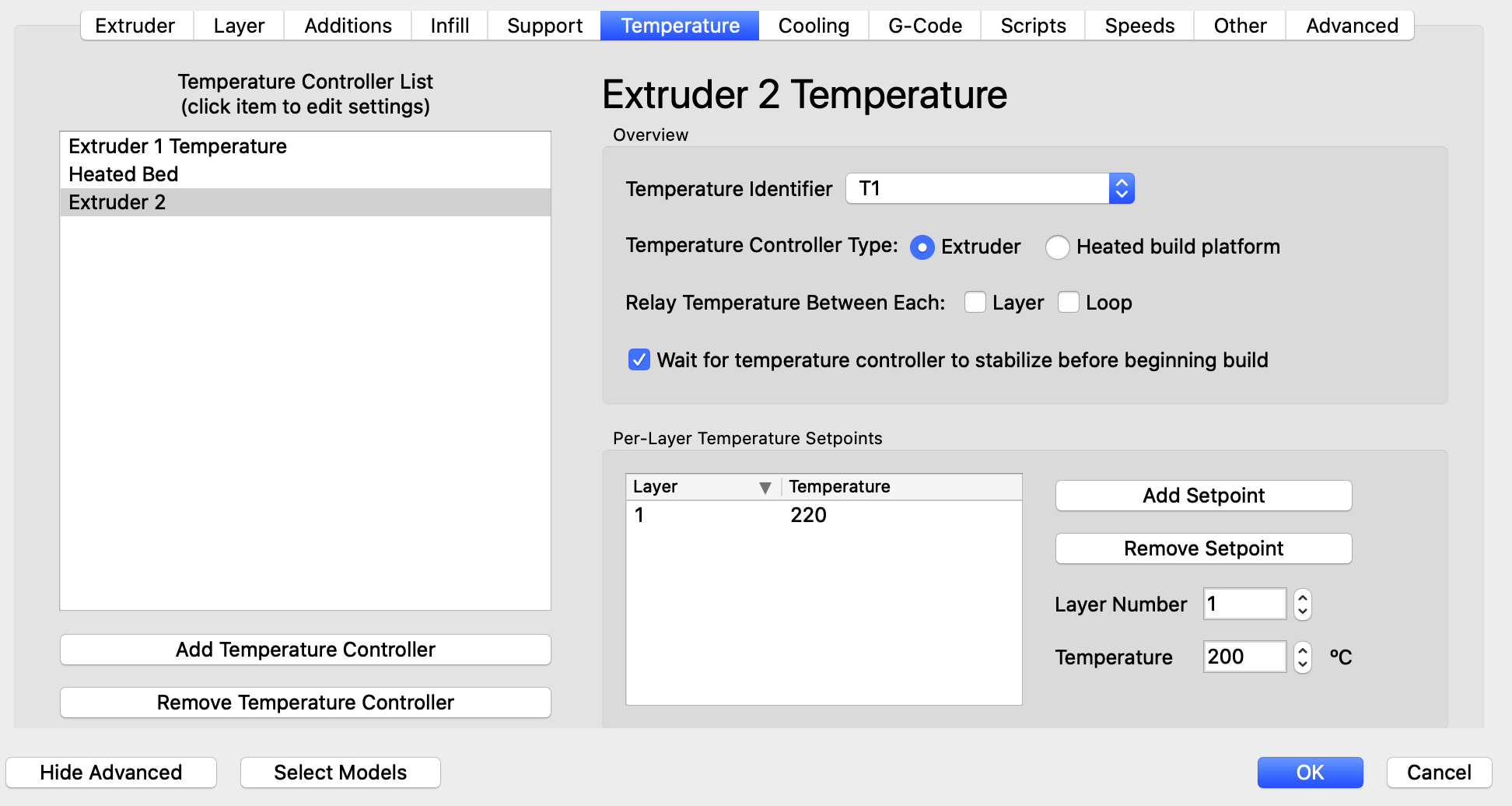
इस टैब में, आपको एक्सट्रूडर और हीटिंग प्लेटफ़ॉर्म के तापमान शासन को कॉन्फ़िगर करने की आवश्यकता है।
तापमान नियंत्रक सूची - एक्सट्रूडर या प्लेटफ़ॉर्म के लिए अतिरिक्त कॉन्फ़िगरेशन की सूची;
तापमान पहचानकर्ता - तापमान सेंसर पहचानकर्ता का चयन;
तापमान नियंत्रक प्रकार - तापमान नियंत्रक प्रकार: बाहर निकालना - एक्सट्रूडर या तप्त मंच का निर्माण करें - ताप मंच.
रिले तापमान के बीच से प्रत्येक - तापमान नियंत्रण अनुरोध कितनी बार होगा इसका चयन: परत - प्रत्येक परत या पाश - हर कल्प
रुकिए एसटी तापमान नियंत्रक सेवा मेरे स्थिर से पहले शुरुआत निर्माण - तापमान को स्थिर करने के लिए मुद्रण शुरू होने से पहले विलंब को सक्षम करना;
प्रति-परत तापमान बिंदु सेट करें - यहां आप प्रत्येक परत के लिए तापमान का चयन कर सकते हैं। उदाहरण के लिए, एबीएस प्लास्टिक के साथ प्रिंट करते समय, हम पहली परत के लिए 240 डिग्री सेल्सियस और शेष परतों के लिए 220 डिग्री सेल्सियस सेट करते हैं। इस तरह, प्लास्टिक बहुत अच्छी तरह चिपक जाएगा और परतें अधिक समान रूप से बिछ जाएंगी।
परत नंबर - परत संख्या;
तापमान - वह तापमान जो प्रिंटर किसी दी गई परत पर बनाए रखेगा।
कूलिंग टैब

इस टैब में, मजबूर वायु पंखे के संचालन पैरामीटर सेट किए गए हैं।
प्रति-परत पंखा नियंत्रण - तापमान की तरह ही, यहां आप ब्लोअर पंखे की गति के लिए विशिष्ट मान निर्धारित कर सकते हैं।
परत नंबर - परत संख्या;
पंखा गति - पंखे की गति;
ब्लिप प्रशंसक सेवा मेरे पूर्ण बिजली कब बढ़ती से बेकार - प्रिंटर निष्क्रिय होने पर पंखे की गति को अधिकतम तक बढ़ाना, अर्थात। जब मुद्रण समाप्त हो जाए.
पंखा ओवरराइड- पंखे की गति रीसेट करें;
बढ़ना प्रशंसक गति एसटी परतों नीचे - उन परतों के लिए पंखे की गति बढ़ाना जिनका प्रिंट समय निर्धारित समय मान से कम है;
अधिकतम शीतलन प्रशंसक गति - अधिकतम पंखे की गति;
ब्रिजिंग प्रशंसक गति ओवरराइड - ब्रिज प्रिंट करते समय पंखे की गति।
जी-कोड टैब

जी कोड ऑप्शंस - पैरामीटर्स G-कोड
5D फर्मवेयर (शामिल ई-आयाम) - पावर अप G-कोड с 5-ю बदल रहा पैरामीटर. यह 3 मुख्य कुल्हाड़ियों и 2 एक्सट्रूडर.
सापेक्ष बाहर निकालना दूरी - एक्सट्रूज़न दूरी के सापेक्ष
अनुमति देना ज़ीरोइंग of बाहर निकालना दूरी (अर्थात G92 E0) - परमिट ज़ीरोइंग दूरी बाहर निकालना;
शामिल करना M101 / M102 / M103 आज्ञाओं - आदेश M101/M102/M103 सक्षम करें;
फर्मवेयर का समर्थन करता है चिपचिपा पैरामीटर - गैर-जी और एम-कोड पैरामीटर सक्षम करें।
जी-कोड निर्देशांक पर टूलहेड ऑफसेट लागू करें - विस्थापन वाले क्षेत्रों में भी औजारों को चलने की अनुमति दें।
ओफ़्सेट - प्रारंभिक मानों को निर्धारित मान से ऑफसेट करें।
इस टैब की विंडो के दाहिने हिस्से में, मशीन सेटिंग्स (सेटिंग्स में डुप्लिकेट)
स्क्रिप्ट टैब

इस टैब में वे आदेश हैं जिन्हें प्रिंटर को निष्पादित करना होगा:
आरंभिक स्क्रिप्ट - मुद्रण की शुरुआत में;
परत परिवर्तन स्क्रिप्ट - पर प्रत्येक परत;
सुधार लिखी हुई कहानी - एक वापसी के साथ;
टूल चेंज स्क्रिप्ट - औजार;
समापन स्क्रिप्ट - प्रेस के अंत में। यहां कमांड लिखना उपयोगी हो सकता है, उदाहरण के लिए, मैंने लिखा था कि सिर को शून्य स्थिति में पार्क करना चाहिए और प्लेटफ़ॉर्म जितना संभव हो उतना विस्तारित होगा, इसलिए तैयार मॉडल को शूट करना बहुत सुविधाजनक है।
आदेशों का क्या मतलब है आप झाँक सकते हैं यहां, और मैं सबसे लोकप्रिय पर विचार करूंगा।
आदेश स्वयं समूहों में विभाजित हैं:
G - तैयारी (बुनियादी) टीमें;
М - सहायक (तकनीकी) आदेश।
इन कमांड में पैरामीटर होते हैं।
X - एक्स अक्ष के साथ प्रक्षेपवक्र बिंदु का समन्वय [G0 X100 Y0 Z0]
Y - Y अक्ष के साथ प्रक्षेपवक्र बिंदु का समन्वय [G0 X0 Y100 Z0]
Z - Z अक्ष के साथ प्रक्षेपवक्र बिंदु का समन्वय [G0 X0 Y0 Z100]
E - प्लास्टिक एक्सट्रूज़न बिंदु का समन्वय [जी1 ई100 एफ100]
P - कमांड पैरामीटर [एम300 एस5000 पी280]
S - कमांड पैरामीटर [जी04 एस15]
F - कमांड पैरामीटर, फ़ीड (गति) [G1 Y10 X10 F1000]
जी - आदेश
G0 - सुस्ती, कोई उपकरण संचालन नहीं [जी0 एक्स 10]
G1 - XYZE के साथ समन्वित आंदोलन [जी1 एक्स 10]
G4 - सेकंड में रुकें [जी4 एस15]
G28 - होम कमांड - सिर पार्क करें [G28 Y0 X0 Z0]
G90 - निरपेक्ष निर्देशांक का उपयोग करें [G90]
G91 - सापेक्ष निर्देशांक का उपयोग करें [G91]
G92 - वर्तमान लक्ष्य स्थिति निर्धारित करें [G92]
स्पष्टीकरण:
सापेक्ष निर्देशांक सिर की वर्तमान स्थिति के सापेक्ष निर्देशांक हैं।
उदाहरण के लिए, यदि सिर X10 Y10 स्थिति में है, तो जब आदेश दिया जाता है G91
G1 X10 F1000, सिर 10 की गति से एक्स अक्ष के साथ 1000 मिमी आगे बढ़ेगा।
यह आदेश किया जा सकता है много कई बार, जब तक फ़र्मवेयर में "सॉफ़्टवेयर" सीमा पूरी नहीं हो जाती।
पूर्ण निर्देशांक निर्देशांक सख्ती से कार्यक्षेत्र से बंधे हैं।
कमांड निष्पादित करते समय G90 G1 X10 F1000 - सिर 10 की गति से X1000 समन्वय की ओर बढ़ेगा।
केवल आदेश चलाएँ एक समय।
नियमित आदेश
M0 - रुकें और एलसीडी डिस्प्ले पर एक बटन दबाए जाने की प्रतीक्षा करें (यदि फर्मवेयर में ULTRA_LCD पैरामीटर सेट है तो काम करता है) [G0 X10 Y10 Z10 M0]
M17 - मोटरों में करंट लगाएं (मोटरें हाथ से नहीं घूमती हैं)
M18 - मोटरों से करंट हटाएं (मोटर्स को M84 के समान, हाथ से घुमाया जा सकता है)
M42 - ARDUINO MEGA 2560 पिन प्रबंधन [एम42 पी4 एस255]
M80 - पावर ऑन, केवल एटीएक्स - बिजली की आपूर्ति
M81 - बिजली बंद करें, केवल एटीएक्स - बिजली आपूर्ति के लिए
M84 - सभी कुल्हाड़ियों को बंद करना (खत्म होने के बाद मोटरें) [एम 84 एस 10]
M112 - आपातकालीन बंद
M114 - वर्तमान निर्देशांक प्राप्त करें
M115 - फर्मवेयर संस्करण प्राप्त करें
M117 - स्क्रीन पर एक संदेश लिखें [M117 हेलो वर्ल्ड]
M119 - सीमा स्विच की स्थिति प्राप्त करें
M300 - आवाज़ बजाएं [एम300 एस5000 पी280]
एसडी कार्ड आदेश
M20 - एसडी कार्ड पढ़ें (फ़ाइल सूची पढ़ें)
M21 - एसडी कार्ड को इनिशियलाइज़ करें
M22 – एसडी कार्ड का प्रयोग करें
M23 - एसडी कार्ड से फ़ाइल का चयन करें [M23 फ़ाइल नाम.gcode]
M24 - एसडी कार्ड से प्रिंटिंग शुरू/फिर से शुरू करें
M25 - एसडी कार्ड प्रिंटिंग रोकना
M26 - एसडी कार्ड की स्थिति बाइट्स में सेट करें [एम 26 एस 12345]
M27 - एसडी कार्ड से प्रिंट स्थिति जांचें
M28 - एसडी कार्ड में फ़ाइल लिखें [एम 28 फ़ाइलनाम . जीकोड]
M29 - एसडी कार्ड पर फ़ाइल लिखना समाप्त करें
M30 - एसडी कार्ड से फ़ाइल हटाएँ [एम 30 फ़ाइलनाम . जीकोड]
M31 - पिछले M109 के बाद कितना समय बीत चुका है इसका मूल्य प्राप्त करें
M32 - एसडी कार्ड से एक फ़ाइल चुनें और प्रिंट करना शुरू करें [एम 32 /पथ/फ़ाइलनाम#]
M928 - एसडी कार्ड में लॉग इन करना [एम 928 फ़ाइलनाम . जीकोड]
बाहर निकालना
M82 - एक्सट्रूडर को पूर्ण समन्वय प्रणाली पर सेट करें
M83 - एक्सट्रूडर को सापेक्ष समन्वय प्रणाली पर सेट करें
M104 - एक्सट्रूडर के एक निश्चित तापमान तक गर्म होने की प्रतीक्षा करना [एम 104 एस 190]
M105 - वर्तमान एक्सट्रूडर तापमान प्राप्त करें [एम 105 एस 2]
M106 - भाग पंखा चालू करें [एम 106 एस 127] - शक्ति 50%
M107 - वर्कपीस पंखा बंद कर दें [एम 107]
M109 - एक्सट्रूडर को गर्म करें और तापमान बनाए रखें [एम 109 एस 215]
Стол
M140 - टेबल तापमान सेट करें [एम 140 एस 65]
M190 - टेबल को गर्म करें और तापमान को बनाए रखें [एम 190 एस 60]
पीआईडी M301 - EEPROM में PID पैरामीटर लिखें [एम301 एच1 पी1 आई2 डी3]
कहा पे: H0 - टेबल, H1 - एक्सट्रूडर
M302 - कोल्ड एक्सट्रूज़न सक्षम करें [एम302 पी1].
M303 - पीआईडी अंशांकन प्रक्रिया प्रारंभ करें [एम303 ई-1 सी8 एस110]
कहां: E-1 - तालिका, E0 - गर्म अंत, C8 - प्रयासों की संख्या, S - तापमान।
M304 - तालिका के लिए पीआईडी पैरामीटर सेट करें [एम304 पी1 आई2 डी3]
ईईपीरोम - माइक्रोकंट्रोलर की आंतरिक मेमोरी (बंद होने पर रीसेट नहीं होती)
M500 - EEPROM में पैरामीटर सहेजें
M501 - EEPROM से पैरामीटर पढ़ें
M502 - EEPROM पैरामीटर रीसेट करें
रेशा
M200 - फिलामेंट व्यास सेट करें [एम200 डी1.128]
M600 - फिलामेंट प्रतिस्थापन।
गति टैब

स्पीड - विभिन्न गति का समायोजन
डिफ़ॉल्ट मुद्रण गति - सामान्य मुद्रण गति;
रूपरेखा अंडरस्पीड - मॉडल के बाहरी हिस्सों की प्रिंट गति, कुल गति का प्रतिशत;
सॉलिड इन्फिल अंडरस्पीड - मॉडल के अखंड भाग की प्रिंट गति, कुल गति का प्रतिशत;
समर्थन संरचना अंडरस्पीड - समर्थन मुद्रण गति, कुल गति का प्रतिशत;
एक्स/वाई अक्ष गति - एक्स और वाई अक्ष पर अधिकतम गति;
Z अक्ष गति - Z अक्ष के साथ अधिकतम गति;
गति ओवरराइड - गति रीसेट;
समायोजित करें मुद्रण गति एसटी परतों नीचे - उन परतों के लिए पंखे की गति बदलना जिनका प्रिंट समय निर्धारित समय मान से कम है;
अनुमति देना गति कटौती नीचे सेवा मेरे - गति निर्धारित मूल्य से कम नहीं करने की अनुमति।
अन्य टैब

फिलामेंट गुण - पैरामीटर्स plasty;
फिलामेंट टूलहेड इंडेक्स सामग्री मापदंडों को संपादित करने के लिए एक उपकरण का चयन;
रेशा व्यास - व्यास;
फिलामेंट की कीमत - एक किलोग्राम की कीमत. इस मान से, स्लाइसिंग के बाद प्रोग्राम गणना करेगा और मॉडल की अनुमानित लागत देगा।
रेशा घनत्व - सामग्री घनत्व.
ब्रिजिंग ब्लॉक - पुलों की छपाई की स्थापना;
असमर्थित क्षेत्र सीमा - मॉडल का कोई भी "लटका हुआ" तत्व, जो निर्दिष्ट क्षेत्र से बड़ा है, प्रोग्राम द्वारा एक पुल के रूप में पहचाना जाएगा;
ब्रिजिंग एक्सट्रूज़न गुणक - पुलों को प्रिंट करते समय एक्सट्रूज़न गुणक;
ब्रिजिंग गति गुणक - पुलों को प्रिंट करते समय गति गुणक;
फिक्स्ड ब्रिजिंग इनफिल एंगल का उपयोग करें - पुलों पर एक्सट्रूज़न के लिए एक निश्चित कोण का उपयोग करें;
परिधियों पर ब्रिजिंग सेटिंग लागू करें - परिधि पर पुलों की सेटिंग्स का उपयोग करें;
क्षैतिज आकार क्षतिपूर्ति -क्षैतिज आकार मुआवजा;
Блок टोल परिवर्तन वापसी - उपकरण परिवर्तन के लिए सेटिंग वापस लें। इसे पहले टैब में रेक्टैक्ट की तरह ही कॉन्फ़िगर किया गया है।
उन्नत टैब

परत संशोधन - इस प्रक्रिया के संचालन को स्थापित करने के लिए ब्लॉक। एक विशिष्ट Z-ऊंचाई से और तक समायोज्य।
पतली दीवार का व्यवहार - पतली दीवार मुद्रण रणनीति।
बाहरी पतली दीवार का प्रकार - बाहरी परिधि रणनीति. दो विकल्प, केवल परिधि प्रिंट करें या वेरिएबल एक्सट्रूज़न का उपयोग करें।
आंतरिक पतली दीवार प्रकार – आंतरिक परिधि रणनीति. पिछले पैराग्राफ की तुलना में, एक और विकल्प जोड़ा गया है: सामान्य फिलिंग प्रिंट करें।
अनुमत परिधि ओवरलैप - निर्धारित प्रतिशत मान द्वारा परिधि को एक दूसरे को "ओवरलैप" करने की अनुमति दें।
एकल एक्सट्रूज़न - परिवर्तनीय एक्सट्रूज़न सेटिंग।
न्यूनतम एक्सट्रूज़न लंबाई - न्यूनतम लंबाई
न्यूनतम एक्सट्रूज़न चौड़ाई -न्यूनतम चौड़ाई
अधिकतम बाहर निकालना चौड़ाई - अधिकतम चौड़ाई
समापन बिंदु विस्तार दूरी - यह निर्धारित करता है कि अन्य फाइबर के साथ कनेक्शन की ताकत बढ़ाने के लिए वेरिएबल एक्सट्रूज़न वाली लाइनों की लंबाई एक तरफ और दूसरी तरफ कितने मिलीमीटर बढ़ाई जाती है।
उबकाई नियंत्रण व्यवहार - अतिरिक्त स्व-प्रवाह सेटिंग्स
खुली जगह पार करते समय ही पीछे हटें - खाली स्थानों से गुजरते समय ही जबरन पीछे हटना
परतों के बीच बल प्रत्यावर्तन - परतों के बीच जबरन पीछे हटना
न्यूनतम यात्रा नौका वापसी - रेक्टैक्ट (वापसी) के लिए न्यूनतम गति
वाइप मूवमेंट के दौरान पीछे हटें - पोंछते समय धागे को जबरदस्ती पीछे खींचना
केवल बाहरी परिधि के लिए एक्सट्रूडर को पोंछें - नोजल को केवल बाहरी परिधि पर पोंछें
आंदोलन व्यवहार -विस्थापन सुधार
यात्रा आंदोलन के लिए रूपरेखा पार करने से बचें - चलते समय भाग के चौराहों को रोकें
अधिकतम अनुमत विपथन कारक बाईपासिंग प्रक्षेपवक्र के साथ चलते समय प्रक्षेपवक्र के विस्तार का अधिकतम गुणांक। भले ही स्ट्रोक पर्याप्त न हो, फिर भी मूवमेंट प्लास्टिक को मॉडल तक पहुंचाएगा।
काटने का व्यवहार - अतिरिक्त स्लाइसर विकल्प
गैर-कई गुना खंड - असंबद्ध खंडों और टुकड़ों को या तो त्याग दिया जा सकता है (त्याग दिया जा सकता है) या मरम्मत की जा सकती है (ठीक किया जा सकता है)
सभी रूपरेखाओं को एक ठोस मॉडल में मिलाएं - मॉडल से अतिरिक्त छेद हटा दें
एक ही समय में एकाधिक प्रक्रियाएँ
एक 3डी प्रिंटिंग सेटअप में एकाधिक प्रक्रियाएं चलाने के लिए, आपको उन्हें प्रोफ़ाइल सूची में बनाना होगा। इसे बनाने के बाद, आपको प्रत्येक प्रोफ़ाइल की उन्नत सेटिंग्स में जाना होगा और लेयर मॉडिफिकेशन ब्लॉक में स्टार्ट प्रिंटिंग और स्टॉप प्रिंटिंग मापदंडों का उपयोग करके Z ऊंचाई के सापेक्ष इस प्रक्रिया के कामकाज की दूरी का चयन करना होगा।
जी-कोड जाँच
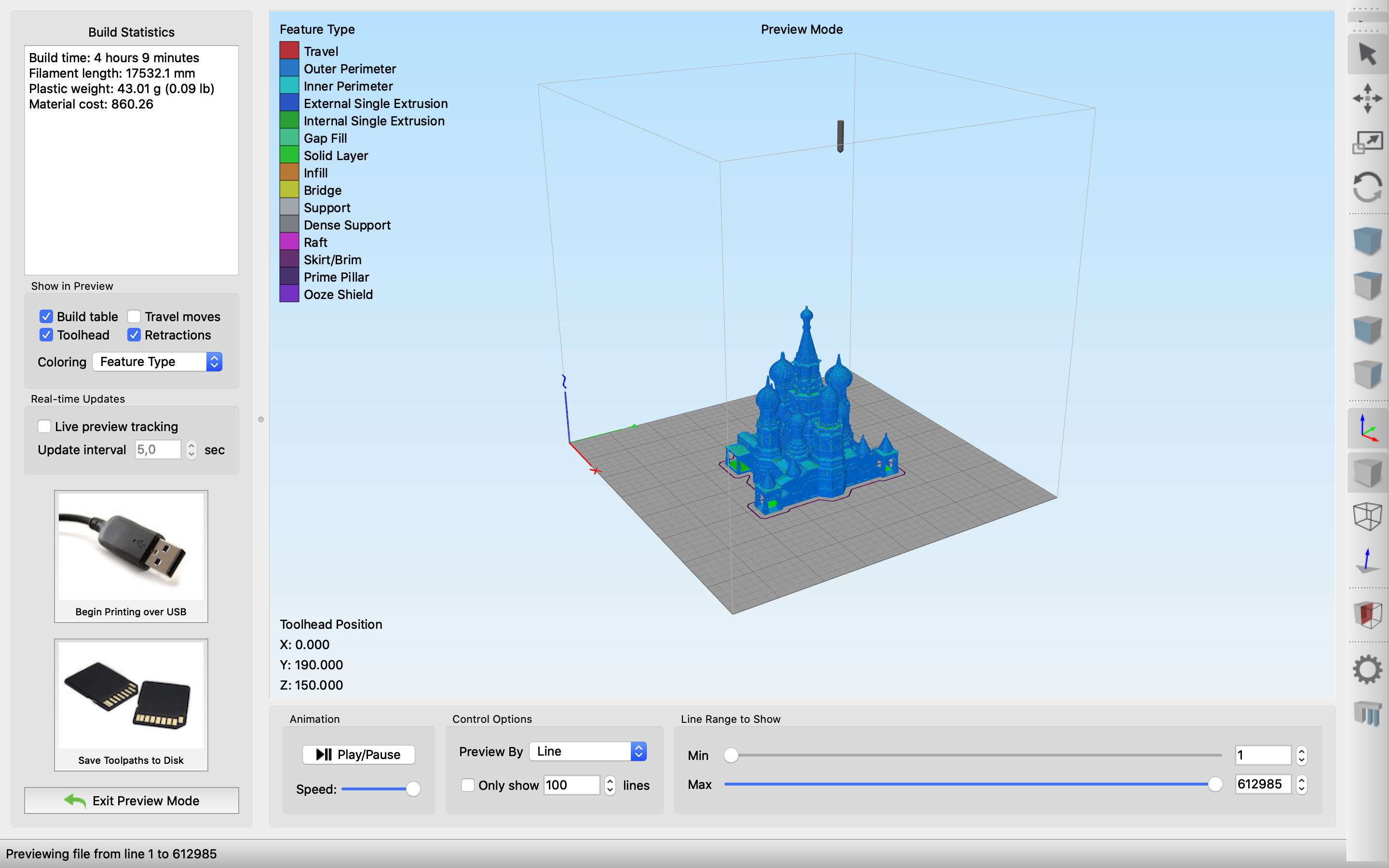
Блок एनीमेशन - आपको 3डी प्रिंटिंग प्रक्रिया का एनीमेशन शुरू करने और एनीमेशन गति का चयन करने की अनुमति देता है।
Блок नियंत्रण विकल्प - आपको 3डी प्रिंटिंग की पंक्तियों या परतों को चुनिंदा रूप से प्रदर्शित करने की अनुमति देता है।
Блок दिखाने के लिए लाइन रेंज - आपको पिछले ब्लॉक से डिस्प्ले रेंज का चयन करने की अनुमति देता है।
Блок पूर्वावलोकन में दिखाएँ - पूर्वावलोकन प्रदर्शन मोड। टेबल बनाएं प्लेटफ़ॉर्म डिस्प्ले चालू या बंद करें, टूलहेट्स टूल के डिस्प्ले को चालू या बंद टॉगल करें, त्याग रिट्रेक्ट पॉइंट के प्रदर्शन को सक्षम या अक्षम करें, यात्रा चालें यह दिखाएगा कि किन स्थानों पर निष्क्रिय गतिविधियां होंगी।
इस ब्लॉक में, मेरे लिए व्यक्तिगत रूप से, अंतिम पैराग्राफ (यात्रा चालें) सबसे उपयोगी। क्यों? क्योंकि यदि आप अपने 3डी प्रिंटर के लिए रिट्रेक्शन पैरामीटर गलत तरीके से सेट करते हैं, तो इन जगहों पर होगा
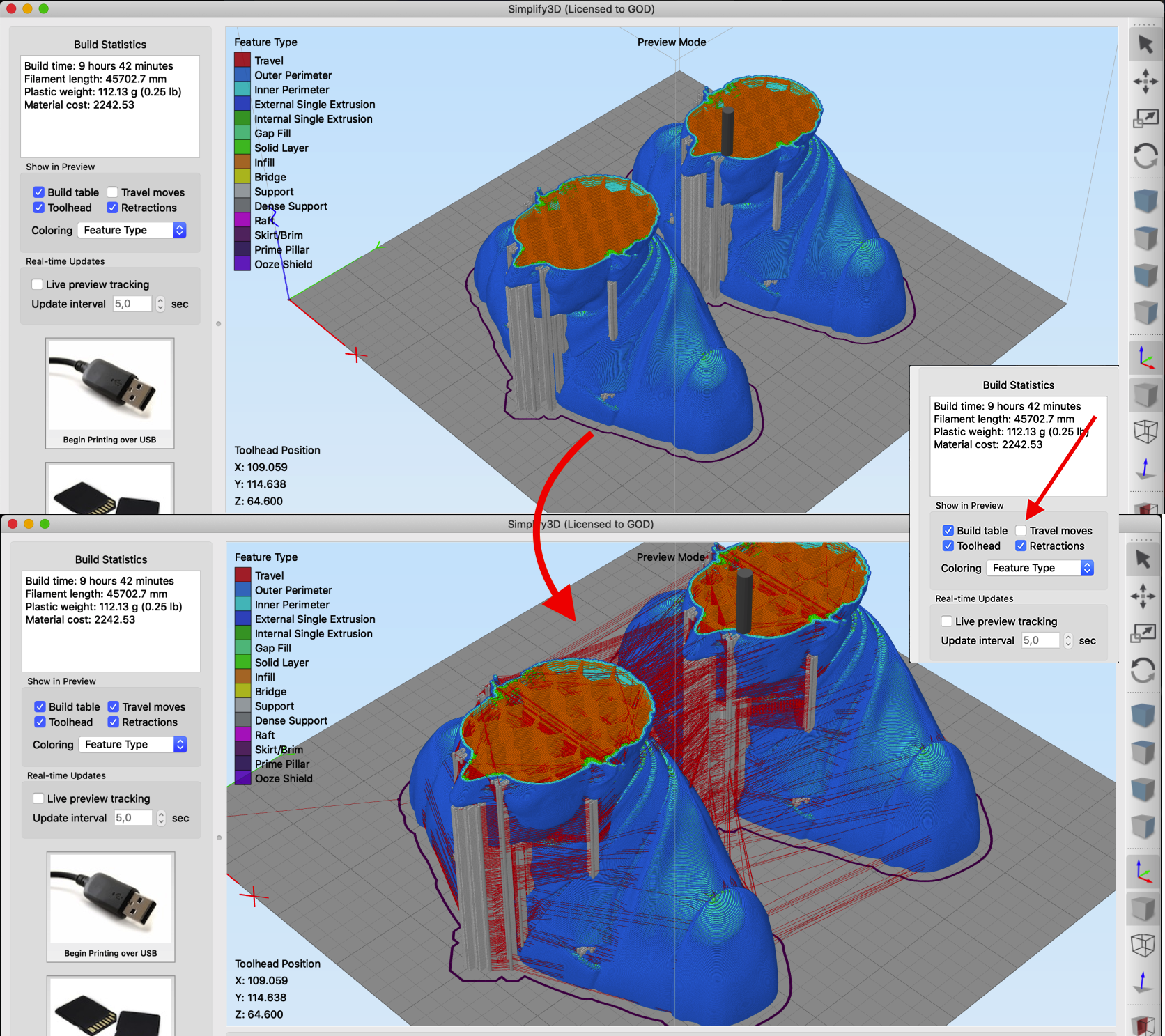
लाल रेखाएँ केवल निष्क्रिय एक्सट्रूडर रेखाएँ हैं।
, अितिरक
बहुभुज जाल के साथ कार्य करना
मेश टैब पर आप मेश के साथ काम करने के लिए सेटिंग्स डालें।

मेरी एक सामान्य समस्या मिररिंग के संदर्भ में फ़ाइल को गलत तरीके से खोलना था। इस क्षण की जाँच करें!
बहु-परिवार मुद्रण के लिए एक और बहुत उपयोगी बिंदु: मेज पर मॉडल की प्रतियां। मैंने अपने एक छात्र को मेज पर 4 टुकड़े रखने के लिए देखा। समान मॉडल, इन मॉडलों को 4 बार विंडो में खींचा गया। इसलिए मैंने इस क्षण पर ध्यान केंद्रित करने का निर्णय लिया। मॉडल की कई प्रतियां बनाने और उन्हें एक ही टेबल पर रखने के लिए, आपको इस फ़ंक्शन का उपयोग करने की आवश्यकता है।
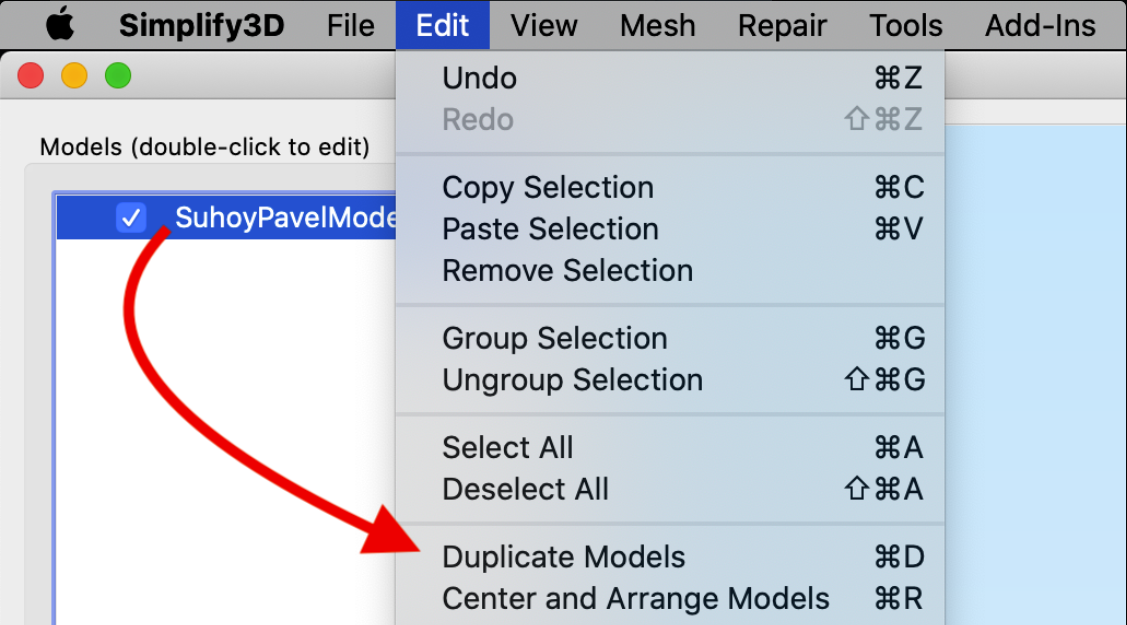
इसके बाद, आपको यह लेना होगा कि आप टेबल पर कितनी प्रतियां देखना चाहते हैं।
सीमाएं
अफसोस, लेकिन अब तक कार्यक्रम में परिधि के एक विशिष्ट खंड के लिए परत की ऊंचाई निर्धारित करना असंभव है। उदाहरण के लिए, बाहरी दीवार को भीतरी परिधि से दोगुनी पतली परत की ऊंचाई के साथ प्रिंट करना। मैंने Simplify3D के समर्थन में एक पत्र भी लिखा था। और उन्होंने मुझे उत्तर दिया! पृष्ठ के नीचे देखें.
उत्पादन
सबसे अच्छा कार्यक्रम, लेकिन यदि कोई बेहतर कार्यक्रम है, तो हमें dmitry@kamonichkin.ru पर लिखें।
यदि आपके कोई प्रश्न हैं, तो इस लेख पर टिप्पणियों में लिखें। मैं उत्तर देने का प्रयास करूंगा.
PS Simplify3D ने उत्तर दिया. और मुझे वह सचमुच पसंद आया. हालाँकि पूरी तरह से, लेकिन आंशिक रूप से, वह समस्या का समाधान करता है:
मैं अनुवाद करता हूं:
Привет,
माफ़ कीजिए अभी नहीं। आप इन्फिल को परिधि से भिन्न ऊंचाई पर प्रिंट कर सकते हैं। यह मुख्य परत का ऊंचाई अंतराल होना चाहिए। आपको "इनफिल" टैब के अंतर्गत "हर _ लेयर्स को प्रिंट इनफिल करें" विकल्प मिलेगा।
धन्यवाद, Simplify3D समर्थन















लेखक: Studia3D एग्रीगेटर
से अन्य लेख Studia3D एग्रीगेटर